
Machine vision has come a long way—from basic image analysis to AI-powered defect detection. But before we get swept away by the hype around deep learning, it’s crucial to understand the roots that make this technology work so well today.
If you caught my last post, From Basement Dreams to Factory Floors, you know how AI (Deep Learning) is transforming machine vision. It’s finally delivering the adaptive intelligence I dreamed of back when my classmate and I were wrestling with low-res cameras and brittle code.
But today’s AI-powered systems—capable of spotting subtle defects faster than the human eye—aren’t magic. They’re built on decades of hard-earned lessons from traditional rule-based vision systems. And understanding that foundation isn’t just academic—it’s essential for building the next generation of smart factories.
Let’s pull back the curtain on how traditional machine vision laid the groundwork for today’s AI revolution.
The Fundamentals: What Machine Vision Really Does
At its core, machine vision is the automatic extraction of information from digital images.
This concept dates back to the 1950s, gaining traction in the 80s and 90s. The process is straightforward: a camera captures an image of an object on the production line, lighting ensures key features are visible, and software analyzes the image against predefined criteria.
Why replace human inspectors? Because machines are faster, more consistent, and tireless—unlike humans, whose accuracy drops after just 20 minutes of repetitive work.
Over time, machine vision has distilled into four essential functions that power nearly every inspection system:
1. Measurement: Precision That Powers Quality
Measurement means checking dimensions, gaps, or tolerances automatically.
I once worked with an automotive client who needed to ensure the spark plug gap was perfect. If it’s off, the engine won’t run efficiently. In the past, this required manual inspection. Today, a camera measures that tiny distance with speed and precision—eliminating human fatigue and reducing costly defects.

2. Counting & Location: Getting It Right, Every Time
Counting ensures the correct number of parts—no missing screws, no incomplete soda packs.
But Location is the unsung hero. Parts don’t always arrive perfectly aligned. They might be tilted, rotated, or shifted. Location tools identify the part’s position and orientation, then virtually “straighten” the image so measurement tools can work flawlessly.
3. Decoding: Connecting Parts to Data
Decoding reads barcodes, Data Matrix codes, and OCR (Optical Character Recognition).
This isn’t just about reading labels—it’s about traceability. For example, canned goods often have only a text code before labeling. A vision system checks that code to ensure the label matches the contents. It’s a simple check that prevents a major error.
The Importance of Hardware Quality
These four functions are the what—but the how depends on hardware quality. I’ve seen multi-million dollar projects derailed by a $10 mistake in component selection.
Every machine vision system relies on five key components:
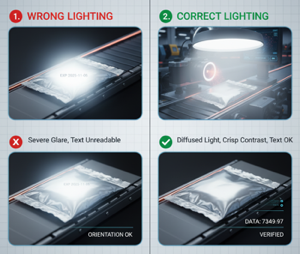
- Lighting (The Project Killer): Lighting is everything. On one high-speed line, we needed to read a faint expiration date on glossy foil. Our ring light caused glare, making the text invisible. The fix? A dome light that diffused the glare and revealed the date in crisp contrast. If you can’t see the feature, no software—AI or not—can measure it.
- Lens: Determines field of view and depth of focus.
- Sensor: Converts light into a digital image. Higher resolution means better accuracy.
- Vision Processor: The brain—whether rule-based or AI—that extracts useful data.
- Communication: The link to the outside world.
The Hybrid Future: Where AI Meets the PLC
In my last post, I talked about the rigidity of if-then logic. The new Hybrid System approach solves this by combining AI’s adaptability with the reliability of industrial controls.
Here’s how it works—hundreds of times per minute:
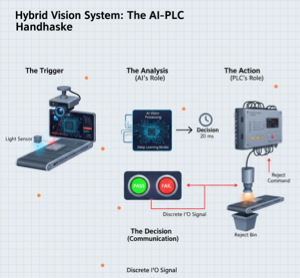
- Trigger: A product enters the inspection zone.
- Analysis (AI): The AI model scans for anomalies or defects.
- Decision (Communication): AI sends a simple result—Pass or Fail—to the PLC.
- Action (PLC): The PLC instantly triggers a solenoid or air jet to reject the bad part.
This layered approach ensures AI decisions are grounded in reliable machine vision fundamentals, while physical control remains rock-solid.
Why It Matters
For engineers, understanding measurement, counting, location, and decoding isn’t just theory—it’s practical. It helps you:
- Design smarter AI systems
- Troubleshoot faster
- Integrate vision seamlessly with PLCs
What’s Your Bottleneck?
What’s the toughest recurring problem on your factory floor—the one that still needs a human inspector because rule-based vision can’t handle the variation?
About the Author

Sami Joueidi holds a Master’s degree in Electrical Engineering and brings over 15 years of experience leading AI-driven transformations across startups and enterprises. A seasoned technology leader, Sami has led customer adoption programs, cross-functional engineering teams, and go-to-market strategies that deliver real business impact.
He’s passionate about turning complex ideas into practical solutions, and about helping teams bridge the gap between innovation and execution. Whether architecting scalable systems or demystifying AI concepts, Sami brings a blend of strategic thinking and hands-on problem-solving to every challenge.
© Sami Joueidi and www.cafesami.com, 2025.
Feel free to share excerpts with proper credit and a link back to the original post.